Moldes 2k
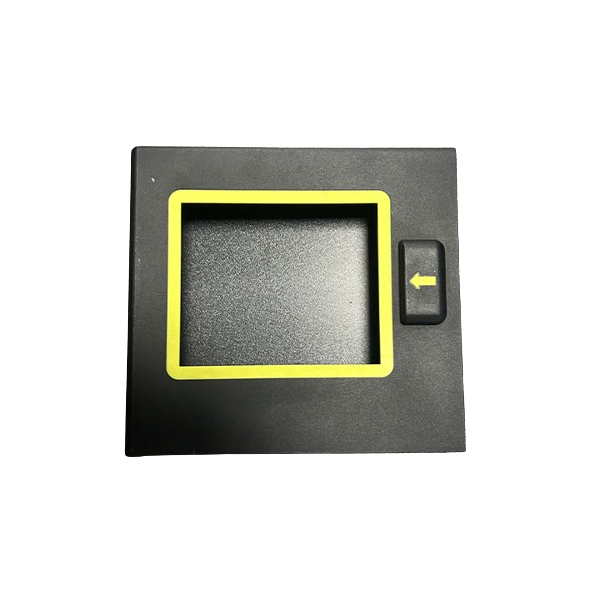
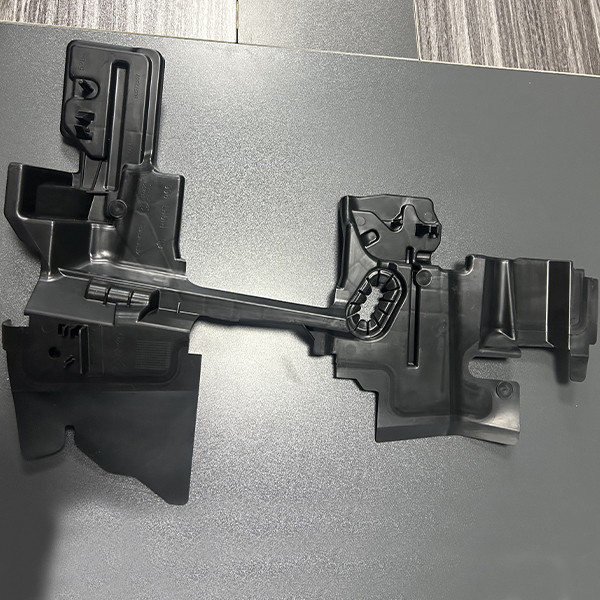
Los moldes 2K, también conocidos como moldes de dos disparos o moldes de dos componentes, son moldes especializados que se utilizan en procesos de moldeo por inyección para producir piezas de plástico con dos materiales o colores diferentes en una sola operación. Estos moldes permiten la creación de piezas complejas con múltiples características sin necesidad de procesos de ensamblaje secundarios.
Nuestros ingenieros de moldes tienen una amplia experiencia en diseño e ingeniería de moldes para moldes 2k.
¡Elíjanos para obtener soluciones de fabricación de moldes confiables, innovadoras y rentables para sus proyectos de moldes 2K!